About ChuangJie
Waste Gas Treatment Regenerative Thermal Incinerator (RTO)
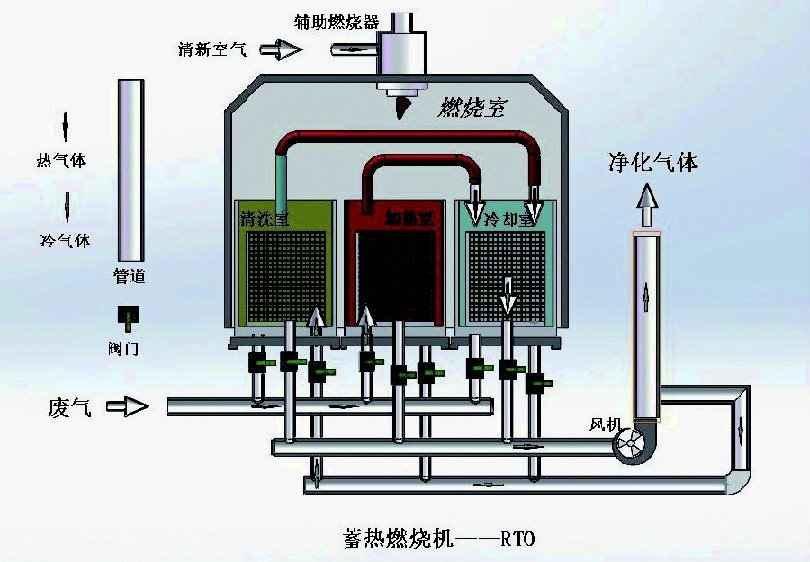
RTO is an efficient organic waste gas treatment equipment. Compared with the traditional catalytic combustion and direct-fired thermal oxidation furnace (TO), it has the characteristics of high thermal efficiency (> 95%), low operating cost, high air volume and low concentration exhaust gas. When the concentration is slightly higher, it can also carry out secondary waste heat recovery, which greatly reduces the cost of production and operation.

RTO (Regenerative Thermal Oxidizer) is a regenerative oxidation furnace. Its principle is to oxidize the flammable exhaust gas into corresponding oxides and water at high temperature, so as to purify the exhaust gas and recover the heat released when the exhaust gas is decomposed. The decomposition efficiency of the exhaust gas is over 99%, and the heat recovery efficiency is over 95%. The main structure of RTO is composed of combustion chamber, ceramic packed bed and switching valve. According to the actual needs of customers, different ways of heat recovery and switching valves are selected.
Its principle is to heat the organic waste gas to more than 760 degrees Celsius, so that VOC in the waste gas is oxidized and decomposed into carbon dioxide and water. The high temperature gas flow produced by oxidation, a special ceramic regenerator, warms up the ceramic body and "regenerates heat", which is used to preheat the subsequent organic waste gas. Consequently, fuel consumption of exhaust gas heating can be saved. The ceramic regenerator should be divided into two or more zones or chambers. Each regenerator should work continuously from cycle to cycle through the procedures of heat storage, heat release and cleaning. A proper amount of clean air should be introduced to clean the regenerator immediately after the regenerator "releases heat" (to ensure that the VOC removal rate is above 95%). Only after the cleaning is completed can the regenerator enter the "regeneration" process.
Waste Gas Treatment (Regenerative Thermal Incinerator (RTO)
RCO
Regenerative catalytic combustion (RCO) is developed on the basis of regenerative incineration (RTO). The biggest difference between the two methods is that the oxidation temperature is different. RTO needs high temperature above 800 C, which will produce NOX secondary pollutants. RCO only needs the temperature between 300 and 500 C, so RCO is more energy-saving and safe. No NOX is produced at all.

RCO Purification Principle
In the industrial production process, the exhaust organic gas enters the rotary valve of the equipment through the induced draft fan, and separates the imported gas from the outlet gas completely through the rotary valve. The gas is first preheated through the ceramic filling layer (bottom layer) to generate heat storage and heat exchange, and its temperature almost reaches the temperature set by the catalytic layer (middle layer) for catalytic oxidation. At this time, some pollutants are oxidized and decomposed. The exhaust gas continues to pass through the heating zone (upper layer, which can be heated by electricity or natural gas. Thermal mode) warming up and maintaining at a set temperature; then it enters the catalytic layer to complete the catalytic oxidation reaction, i.e. the reaction produces CO2 and hydrogen peroxide, and releases a large amount of heat to achieve the desired treatment effect. The gas after catalytic oxidation enters other ceramic filling layers and is discharged into the atmosphere through rotary valves after heat recovery. The exhaust temperature after purification is only slightly higher than that before waste gas treatment. The system runs continuously and switches automatically. All ceramic filling layers are heated, cooled and purified through rotary valves, and heat is recovered.
RCO regenerative catalytic combustion device uses rotary valves to replace many valves in traditional equipment and complex hydraulic equipment. The removal rate of organic matter can reach over 98%, and the heat recovery rate can reach 95-97%.
Equipment characteristics
The operation cost is low. When the organic waste gas reaches a certain concentration (1000mg/m3 or more), the RCO purifier is usually used.
The heating chamber in the system does not need auxiliary heating, which saves the cost.
No secondary pollutants such as nitrogen oxides (NOX) are produced.
Fully automatic control, convenient operation and management;
High safety and purifying efficiency up to 99%.
Efficient heat recovery rate, heat recovery efficiency (>95%).